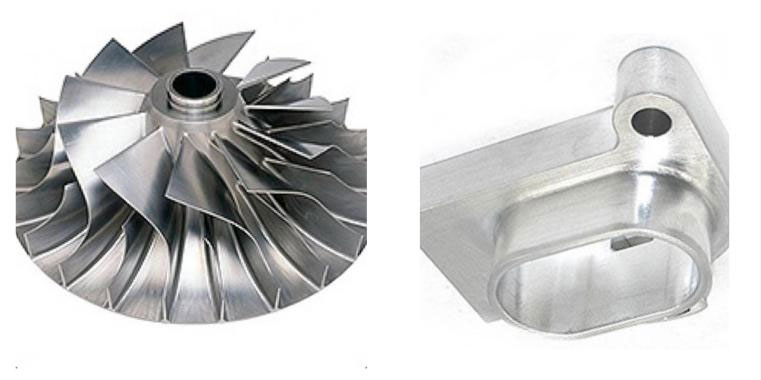
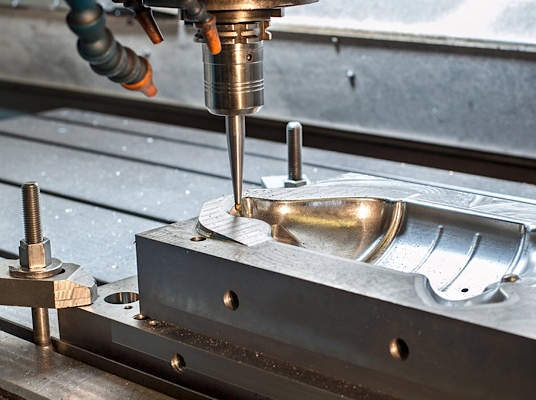
CNC machining aluminum presents unique challenges that require careful consideration to achieve optimal results. The softness and ductility of aluminum can lead to rapid tool wear and chip formation issues. Additionally, its high thermal conductivity can cause thermal expansion, affecting dimensional accuracy. Work hardening, a phenomenon where the metal becomes harder and more brittle with increasing deformation, further complicates the machining process. There are challenges and practical solutions to ensure high-quality, precise, and efficient CNC machining aluminum parts.

Addressing Aluminum’s Softness and Ductility
Tool Wear
Aluminum’s inherent softness and ductility contribute significantly to rapid tool wear. As cutting tools interact with the workpiece, the friction and heat generated can lead to the formation of a built-up edge, a layer of deformed metal that adheres to the cutting edge. This built-up edge can interfere with the cutting process, reducing tool life and compromising surface finish.
Chip Formation
Efficient chip evacuation is crucial in aluminum machining. However, the long, continuous chips produced during aluminum machining can easily weld to the tool face or clog the chip flutes, leading to increased cutting forces, elevated temperatures, and accelerated tool wear. Additionally, these chips can wrap around the tool, hindering the cutting process and potentially damaging the machine.
Solutions
- Tool Selection
- Tool Material: Carbide tools are commonly used for aluminum machining due to their high hardness and wear resistance. However, the choice of specific carbide grade depends on factors such as cutting conditions and desired tool life.
- Tool Geometry: The geometry of the cutting tool, including the rake angle, clearance angle, and cutting edge radius, significantly impacts chip formation and tool life. Optimizing these parameters can help reduce cutting forces, improve chip evacuation, and minimize tool wear.
- Cutting Parameters
- Cutting Speed: A higher cutting speed can improve productivity, but it can also lead to increased tool wear and heat generation. Therefore, it is essential to balance cutting speed with tool life and workpiece quality.
- Feed Rate: The feed rate determines the amount of material removed per unit time. A higher feed rate can improve productivity, but it can also increase cutting forces and tool wear.
- Depth of Cut: The depth of cut affects the load on the cutting tool and the rate of material removal. A deeper cut can increase productivity, but it can also lead to increased tool wear and potential chatter.
- Coolants
Coolants play a vital role in reducing tool wear and improving chip evacuation. They can help dissipate heat, lubricate the cutting zone, and flush away chips. Common coolants used in aluminum machining include:
- Water-based coolants: These coolants are effective at reducing temperature and improving chip evacuation.
- Oil-based coolants: These coolants provide better lubrication and can help prevent chip welding.
- MQL (Minimum Quantity Lubrication): This technique involves applying a minimal amount of coolant directly to the cutting zone, reducing environmental impact and improving efficiency.

Ensuring Precision and Minimizing Tool Wear
Thermal Expansion
Aluminum is a highly thermally conductive material. During the machining process, the heat generated from cutting can cause the workpiece to expand, leading to dimensional inaccuracies. This thermal expansion can be particularly problematic for complex parts with tight tolerances.
Work Hardening
As aluminum is deformed during machining, it undergoes a process known as work hardening. This phenomenon causes the material to become harder and more brittle, increasing cutting forces and accelerating tool wear. Work hardening can also lead to increased residual stresses within the workpiece, which can affect its dimensional stability and subsequent performance.
Solutions
- Machining Strategies
- Climb Milling: In climb milling, the cutting tool moves against the direction of rotation of the workpiece. This technique can reduce cutting forces, improve chip evacuation, and minimize thermal stresses, thereby enhancing dimensional accuracy.
- Light Cuts: Taking light cuts can help reduce heat generation and work hardening. By using multiple passes with smaller depths of cut, it is possible to achieve the desired dimensions while minimizing thermal effects.
- Fixturing
- A robust and rigid fixturing system is crucial for maintaining dimensional accuracy during aluminum machining. The workpiece must be securely clamped to the machine table to prevent vibration and deflection. Fixtures should be designed to minimize clamping forces and distribute them evenly to avoid distortion.
- Tool Coatings
Applying coatings to cutting tools can significantly improve their performance and extend their life. Common coatings used in aluminum machining include:
- Titanium Nitride (TiN): This coating provides excellent wear resistance and reduces friction.
- Titanium Carbon Nitride (TiCN): This coating offers improved wear resistance and heat resistance compared to TiN.
- Diamond-Like Carbon (DLC): This coating provides exceptional wear resistance, low friction, and improved surface finish.
Preventing Material Welding on Cutting Tools
Causes of Material Welding
Material welding, or built-up edge formation, occurs when molten metal adheres to the cutting edge of the tool. This phenomenon is exacerbated by high cutting temperatures, excessive friction, and inadequate chip evacuation. As the molten metal accumulates on the tool face, it can interfere with the cutting process, leading to poor surface finish, increased tool wear, and reduced dimensional accuracy.
Consequences of Material Welding
Material welding can have several negative consequences:
- Reduced Tool Life: The built-up edge can accelerate tool wear, leading to shorter tool life and increased production costs.
- Poor Surface Finish: Material welding can result in poor surface finish, as the built-up edge can scratch the workpiece surface.
- Dimensional Inaccuracy: The presence of a built-up edge can affect the accuracy of the machined part, leading to deviations from the desired dimensions.
- Machining Interruptions: Severe cases of material welding can cause the tool to break or the machine to stall, leading to production downtime.
Solutions
- Coolants
As discussed earlier, coolants play a crucial role in preventing material welding. They can effectively reduce cutting temperatures, lubricate the cutting zone, and improve chip evacuation. The choice of coolant depends on factors such as the specific machining operation, the desired level of cooling, and environmental concerns.
- Tool Geometry
Proper tool geometry is essential for minimizing material welding. The rake angle, clearance angle, and cutting edge radius influence the chip formation process and the heat generated during cutting. A well-designed tool can help to break up chips, reduce friction, and prevent the formation of a built-up edge.
- Machining Parameters
Optimizing cutting parameters, such as cutting speed, feed rate, and depth of cut, can help prevent material welding. By selecting appropriate cutting conditions, it is possible to reduce cutting forces, lower temperatures, and improve chip evacuation.
Mastering Aluminum CNC Machining
CNC machining aluminum parts presents a unique set of challenges that require careful consideration. The softness and ductility of aluminum can lead to rapid tool wear and chip formation issues, while its high thermal conductivity can cause thermal expansion and dimensional inaccuracies. Work hardening further complicates the machining process, making it essential to employ effective strategies to mitigate these challenges.
Optimize cutting parameters, select appropriate cutting tools, and utilize effective cooling techniques. Considering factors such as tool geometry, feed rate, and depth of cut, we can minimize tool wear, improve surface finish, and enhance overall machining efficiency. Additionally, the use of advanced tool coatings and rigid fixturing can further contribute to improved performance and precision.
Choose JTR as your partner and get cnc machining in China, you will get a good aluminum product process.