In recent years, there has been a voice in the mold manufacturing industry that high-speed milling will replace Wire EDM, which leads some factory owners to make irrational choices when investing in equipment. Factories should find out the advantages and disadvantages of these two technologies, choose the appropriate equipment according to their own processing needs, and should not follow the trend blindly follow.
Can the development of high-speed milling replace Wire EDM?
It can be said that Wire EDM and high-speed milling are the two mainstream processing methods of mold forming processing technology, and they each have their advantages. With the rapid development of high-speed milling technology, can its development trend replace Wire EDM?
Objectively speaking, high-speed milling technology is not omnipotent. Its production originates from the supplement of the weaknesses of traditional milling and EDM technology. Its mature development has gradually broadened its application field, but due to the characteristics of the milling process itself. Constrained, it is impossible to replace EDM in mold processing.

Advantages and Application of Wire EDM and High-speed Milling
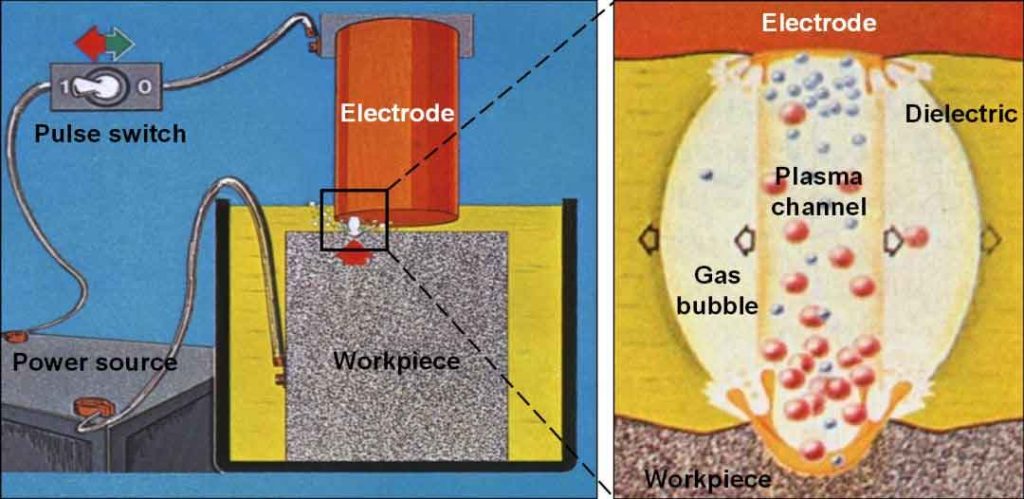
Wire EDM
Advantages:
In a nutshell, the advantages of Wire EDM are mainly reflected in the processing of deep grooves and narrow slits, the processing of inner clear corners, the processing of clear edges, the processing of fine, complex, and precise processing, the processing of deep cavities, as well as the processing of superhard materials. These are the areas where high-speed milling capabilities are lacking. It can be seen that in the manufacture of precision molds with fine and complex shapes, EDM has an absolute advantage.
With the rapid development of high-speed milling technology, the demand for EDM of rough and medium machining types has been significantly reduced. However, in the face of challenges, EDM has integrated advanced numerical control technology, and technological progress has enabled various process indicators to reach high It can obtain a microcavity with highly accurate edges and corners, and can obtain a mirror surface processing effect with a Ra value of fewer than 0.1 microns.

Applications:
In addition, technologies such as the combination of Wire EDM and CNC milling, and powder-mixed EDM large-area finishing have also expanded the application range of EDM:
- For the processing of parts with technical requirements such as precision small cavities, narrow slits, grooves, and corners, EDM should be the first choice.
- For the machining of complex shapes, especially when there are complex surfaces that are difficult to reach by the tool, EDM has become the preferred method. When machining parts that require deep cutting, high-speed milling should be avoided when parts with a particularly high aspect ratio.
- For the machining of high-tech parts, the programming time for machining electrodes is generally shorter than the time for machining workpieces in high-speed milling. In more complex machining applications, this difference becomes more pronounced; and if EDM finishing is specified In such cases, EDM is required to provide a fire patterned surface.
It is worth mentioning that there are many processing situations, which can theoretically be processed by high-speed milling. But, due to the high cost of micro-tools and the risk of milling high-hardness steel parts, it is better to use Wire EDM to easily mill copper electrodes to achieve predictable EDM results.
High-speed Milling
Advantages:
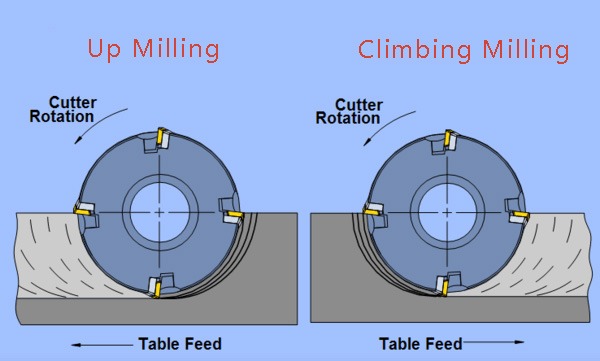
High-speed milling adopts a small diameter milling cutter, high speed, and small cycle feed, which greatly improves production efficiency and machining accuracy. At the same time, due to the low milling force, the thermal deformation of the workpiece is reduced, the milling depth is small, and the feed is fast, so machining The surface roughness is small.
Applications:
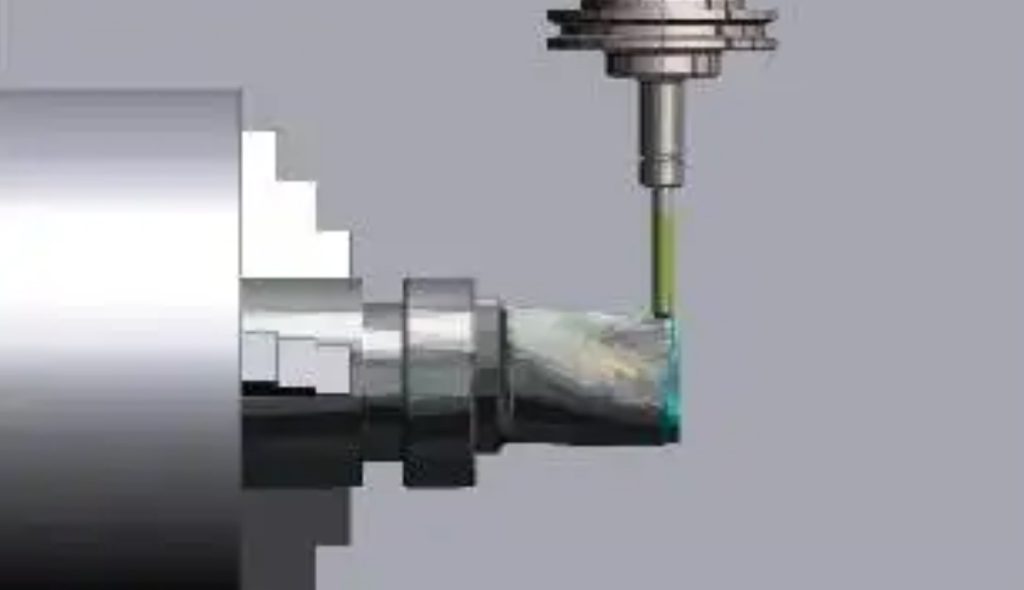
High-speed milling is suitable for the processing of most molds. In-mold processing, high-speed milling can process 60HRC hardened steel parts. Therefore, high-speed milling allows cutting after heat treatment, which greatly simplifies the mold manufacturing process.
The traditional CNC milling process is: rough shape → rough milling cavity → heat treatment → shape finishing → EDM cavity → fitter grinding and polishing cavity → surface strengthening treatment.
The procedures after high-speed machining are: rough shape machining → heat treatment → shape finishing machining → high-speed milling machining cavity → surface strengthening treatment, which can save electrical machining (relatively speaking), manual grinding, and other processes, shorten the process route, and greatly Improve machining productivity.
In general, high-speed milling should be used instead of EDM for machining with a large amount of removal. When the tool is easy to approach the workpiece, the shape of the processing part is open, and the case with a small aspect ratio is suitable for high-speed milling.
High-speed milling is very suitable for the manufacture of electrodes. The electrodes of traditional milling need to be polished by hand, and the consistency is poor, which will affect the quality of EDM. Electrodes for high-speed milling require virtually no manual polishing and roughing and finishing electrodes achieve near-perfect consistency. At the same time, high-speed milling can process electrodes with thin walls and more complex shapes.
However, no matter how high-speed milling develops, it is limited by its mechanism. Even if the five-axis machining with a rotary tool is used, the shape of the clear angle cannot be machined. For the deep cavity and narrow groove, the effect is not ideal due to the insufficient rigidity of the tool.
The fusion development of Wire EDM and high-speed milling
With the rapid development of high-speed milling today, the development space of EDM has been squeezed to a certain extent. At the same time, high-speed milling has also brought greater technological progress to EDM. For example, using high-speed milling to manufacture electrodes, the number of electrode designs is greatly reduced due to the realization of small area machining and high-quality surface results.
In addition, using high-speed milling to manufacture electrodes can also improve the production efficiency to a new level, and can ensure the high precision of the electrodes, so that the accuracy of Wire EDM is also improved. If most of the machining of the cavity is done by high-speed milling, EDM is only used as an auxiliary means to clear the corners and trim the edges, so that the allowance is more uniform and less.
The development of Wire EDM and high-speed milling is harmonious and complementary. The development of high-speed milling technology promotes the development of EDM technology and also provides a new driving force for its development. There is an irreplaceable role between them, and the two should take advantage of their strengths and avoid weaknesses. The combination of these two technologies can provide the perfect processing solution for the manufacture of highly complex, high-precision molds.