Laser cutting is a high-precision technique that utilizes a focused laser beam to slice through various materials with unparalleled accuracy. In sheet metal fabrication, this method has emerged as a preferred choice due to its ability to produce intricate shapes and smooth edges without causing material distortion. By harnessing the power of lasers, manufacturers can achieve exceptional levels of precision, making it suitable for a wide array of applications across industries. This article delves into the realm of laser cutting gases, exploring their types, characteristics, applications, and the impact they wield in sheet metal fabrication.

The Fundamentals of Laser Cutting Gases
What is Laser Cutting Process?
Laser cutting is a subtractive manufacturing process that utilizes a high-powered laser beam to vaporize, melt, or burn through materials such as metal, plastic, wood, and more. In the context of sheet metal fabrication, laser cutting is particularly advantageous due to its ability to achieve intricate designs and precise cuts with minimal heat-affected zones.
The process begins with the generation of a focused laser beam emitted from a laser resonator. This beam is directed through a series of mirrors or fiber optics to the cutting head, where it is concentrated to a small spot size. As the focused beam makes contact with the metal sheet, it rapidly heats and melts or vaporizes the material along the desired cutting path. The high-energy density of the laser beam enables swift and accurate cutting, resulting in clean edges and minimal material waste.
Role of Assist Gases in Laser Cutting
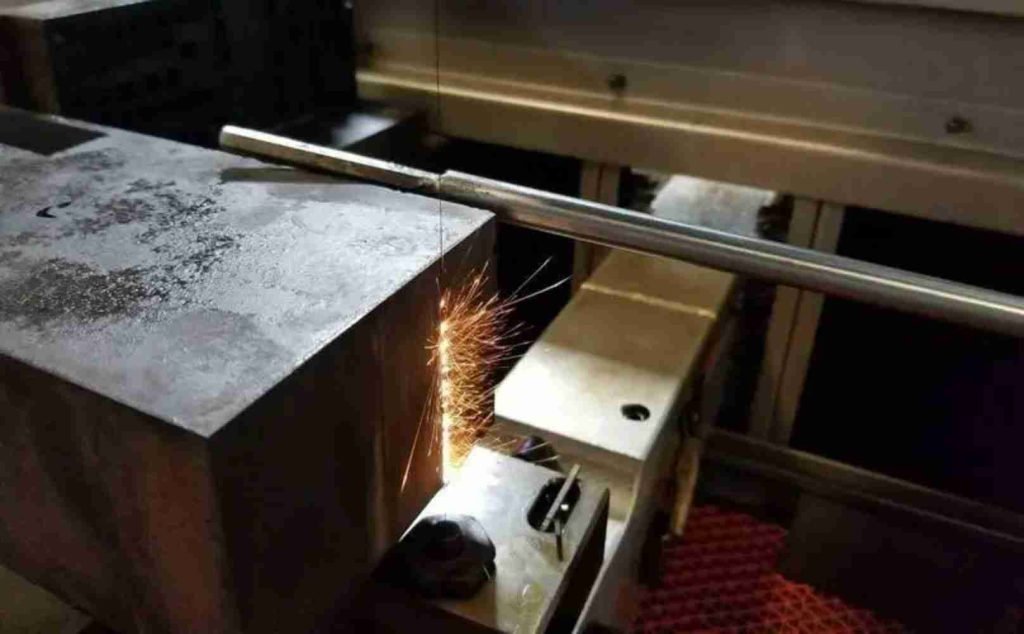
While the laser beam is the primary tool for cutting, assist gases are equally crucial components of the laser cutting process. Assist gases serve multiple functions, including:
- Material Removal: Assist gases aid in the removal of molten or vaporized material from the cutting kerf, preventing re-solidification and ensuring smooth, burr-free edges. By blowing away debris, assist gases help maintain cutting precision and reduce the need for secondary finishing processes.
- Heat Management: Certain assist gases, such as nitrogen and oxygen, can be used to control the thermal properties of the cutting process. Oxygen-assisted cutting, for example, introduces oxygen gas into the cutting zone to support combustion and enhance the cutting speed for ferrous metals like steel. In contrast, nitrogen-assisted cutting can minimize oxidation and heat distortion in materials like stainless steel and aluminum.
- Optical Clearing: Assist gases also play a crucial role in maintaining optical clarity within the cutting kerf. By displacing atmospheric air and other contaminants, assist gases ensure unobstructed passage for the laser beam, optimizing cutting efficiency and reducing the risk of beam deflection or absorption.
The selection of assist gases depends on various factors, including the type of material being cut, desired cut quality, and specific process requirements. Commonly used gases in laser cutting include oxygen, nitrogen, air, argon, and carbon dioxide, each offering distinct advantages and applications.
Types of Laser Cutting Gases
Laser cutting gases vary based on their composition, characteristics, and applications. Here’s an overview of the types of laser cutting gases, ranging from common to specialized:
Common Types of Laser Cutting Gases:
- Oxygen:
Characteristics and Applications: Oxygen is commonly used in laser cutting for its ability to react with the material being cut, aiding in the combustion process. Laser cutting with oxygen is particularly effective for cutting carbon steel and mild steel.
Pros: Faster cutting speeds, especially for thicker materials. Cost-effective.
Cons: Can cause oxidation and rough edges, not suitable for some materials like aluminum and stainless steel.
- Nitrogen:
Characteristics and Applications: Nitrogen is an inert gas commonly used in laser cutting to prevent oxidation and produce clean, oxide-free cuts. Nitrogen gas for laser cutting is versatile and suitable for a wide range of materials, including stainless steel, aluminum, and non-ferrous metals.
Pros: Produces high-quality cuts with minimal oxidation. Suitable for various materials.
Cons: Slower cutting speeds compared to oxygen. Higher cost than oxygen.
- Air:
Characteristics and Applications: Air, specifically compressed air, can be used as a cutting gas in laser cutting applications. It’s primarily used for cutting materials where edge quality is not critical, such as thicker mild steel.
Pros: Readily available and cost-effective. Suitable for thicker materials.
Cons: Can lead to oxidation and lower-quality cuts compared to nitrogen.
- Carbon Dioxide (CO2):
Characteristics and Applications: CO2 gas lasers are often used in laser cutting machines. While CO2 itself is not used as a cutting gas, it’s the medium through which the laser beam travels to the material being cut.
Pros: Effective for cutting various materials, including metals, plastics, and organic materials.
Cons: Limited to use as a medium in CO2 laser systems.

Specialized Laser Cutting Gases:
- Argon:
Characteristics and Applications: Argon is an inert gas commonly used in laser cutting for its high energy density and stability. It’s often preferred for cutting reflective materials like aluminum and copper.
Pros: Produces clean cuts on reflective materials. Suitable for high-power laser cutting.
Cons: Higher cost compared to nitrogen.
- Helium:
Characteristics and Applications: Helium is occasionally used as a laser cutting gas, particularly in high-power laser cutting applications. It offers high thermal conductivity, which can aid in achieving faster cutting speeds.
Pros: High thermal conductivity. Suitable for high-power laser cutting.
Cons: Limited availability and higher cost compared to other gases.
Here’s a table show the comparison the types of laser cutting gases:
| Gas | Characteristics and Applications | Pros | Cons |
| Oxygen | Reacts with the material being cut, aiding in combustion processEffective for cutting carbon steel and mild steel | Faster cutting speedsCost-effective | Can cause oxidation and rough edgesNot suitable for some materials |
| Nitrogen | Inert gas preventing oxidationProduces clean, oxide-free cuts | High-quality cuts with minimal oxidationSuitable for various materials | Slower cutting speeds compared to oxygenHigher cost than oxygen |
| Air | Can be used as a cutting gas for thicker mild steel | Readily available and cost-effective | Can lead to oxidation and lower-quality cuts compared to nitrogen |
| Carbon Dioxide (CO2) | Medium for CO2 gas lasers | Effective for cutting various materials | Limited to use as a medium in CO2 laser systems |
| Argon | Inert gas with high energy densityPreferred for cutting reflective materials like aluminum and copper | Produces clean cuts on reflective materialsSuitable for high-power laser cutting | Higher cost compared to nitrogen |
| Helium | High thermal conductivity aiding in achieving faster cutting speeds | High thermal conductivitySuitable for high-power laser cutting | Limited availability and higher cost compared to other gases |
These are some of the common and specialized types of laser cutting gases used in sheet metal fabrication and other cutting applications. The choice of gas depends on factors such as the material being cut, desired edge quality, cutting speed, and cost considerations.

Factors Influencing the Choice of Laser Cutting Gas
The choice of laser cutting gas is influenced by several factors, each of which plays a crucial role in determining the optimal gas for a particular application. Here are the key factors:
- Material Being Cut:
Different materials react differently to various cutting gases. For example, oxygen is effective for cutting carbon steel and mild steel, while nitrogen is more suitable for stainless steel and aluminum. The composition and thickness of the material influence the choice of gas.
- Material Thickness:
The thickness of the material being cut affects the choice of laser cutting gas. Thicker materials may require gases with higher energy densities to ensure efficient cutting. For instance, nitrogen is often preferred for thicker materials due to its ability to produce clean, oxide-free cuts at slower cutting speeds.
- Desired Edge Quality:
The desired edge quality of the cut also dictates the choice of gas. Some gases, such as nitrogen, produce cleaner cuts with minimal oxidation, resulting in smoother edges suitable for applications where precision is paramount. In contrast, gases like oxygen may produce rougher edges due to oxidation.
- Cutting Speed:
The required cutting speed influences the selection of laser cutting gas. Some gases, like oxygen, enable faster cutting speeds, which can be advantageous for certain applications where productivity is crucial. However, faster cutting speeds may come at the expense of edge quality and may not be suitable for all materials.
- Cost Considerations:
Cost is a significant factor in the choice of laser cutting gas. The cost of the gas itself, as well as any associated equipment or maintenance requirements, must be taken into account. While some gases may offer superior performance, they may also be more expensive, leading to cost-benefit analyses in selecting the most economical option.
- Environmental Impact:
The environmental impact of laser cutting gases is increasingly important in today’s environmentally conscious world. Factors such as emissions, waste disposal, and sustainability may influence the choice of gas. Opting for environmentally friendly gases or implementing measures to mitigate environmental impact can be considerations in gas selection.
- Regulatory Compliance:
Compliance with regulations and safety standards is essential when working with laser cutting gases. Certain gases may be subject to regulatory restrictions or require specific safety measures to ensure workplace safety. Adhering to regulatory requirements is crucial in selecting and handling laser cutting gases.
By considering these factors comprehensively, manufacturers can make informed decisions regarding the choice of laser cutting gas, optimizing the cutting process for efficiency, quality, cost-effectiveness, and environmental responsibility.
Conclusion
Laser cutting gases play a pivotal role in sheet metal fabrication, influencing the quality, efficiency, and environmental impact of the process. By understanding the characteristics, applications, and considerations of various cutting gases, manufacturers can optimize their operations and stay abreast of advancements in this ever-evolving domain. If you are looking for laser cutting service, please feel free to contact JTR Machinery, they can provide you with numberless possible combinations of sheet metal materials, finishes, markings, tolerances, and certificates for your orders.