Can not tell the difference between climbing milling and up milling? read this article you will know it clearly. There are many confusions about what are climbing milling and up milling, actually people know CNC milling ambiguously, it is fatal if you don’t know it well before machining a wanted part.
Simple concepts to explain climbing milling and up milling
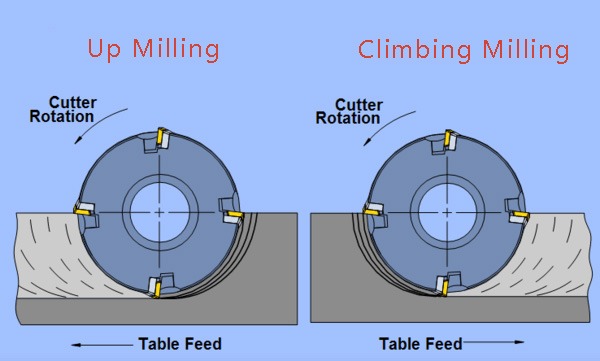
You first need to know climb milling and conventional milling are based on the direction of rotation and feed direction of the milling cutter. When the cutter rotates to the same direction as workpiece feeding, it is called climbing milling, and on the opposite way, it’s up milling. That’s the definition of them, while what are the differences between them? Keep reading this.
2 Directions to Distinguish Them
Be the truth that most people had mistaken Climbing Milling as the Spindle forward and reverse rotation on CNC milling machine panel, that is, the spindle rotates forward to realize climbing milling, and rotates backward to complete up milling. In fact, the forward and reverse rotation of the spindle is affected by the rotation of the tool (not directly related to down milling and up milling). To fully understand down milling and up milling, it is necessary to understand the direction of rotation and the direction of feed.
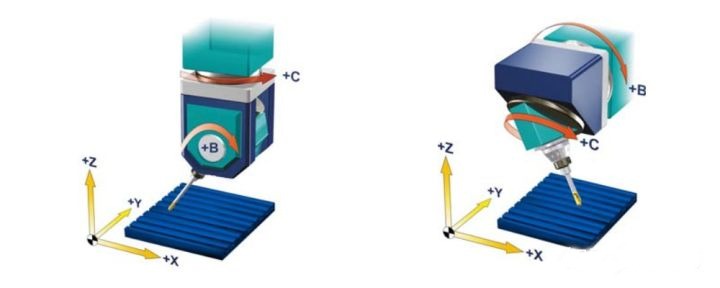
① The rotation direction of the milling cutter. On the CNC milling machine, the forward and reverse rotation of the spindle can be realized through commands or buttons. The forward and reverse rotation of the spindle is limited by the rotation direction of the milling cutter. Instead of the forward rotation of the spindle, it is down milling, and vice versa. For example, for general end mills, since most of them are right-handed, the spindle can only rotate forward; as for left-handed thread cutters and right-handed thread cutters, the spindle rotates in reverse and forward directions.
② Feed direction. Since the milling cutter is rotating, the feed direction must be defined clockwise and counterclockwise. Looking along the feed direction of the tool, the tool is on the left side of the workpiece, then the feed direction is called clockwise. Conversely, when the tool is on the right side of the workpiece, the feed direction is defined as counterclockwise.
Example
My example to explain this is that, When machining the shape, when viewed along the tool feed direction, the tool is on the left side of the workpiece, the feed direction is clockwise, and the spindle of the right-handed end mill can only rotate forward, so it is climbing milling; when viewed along the tool feed direction, The tool is on the right side of the workpiece, the feed direction is counterclockwise, and the rotation direction of the milling cutter is opposite to the feed direction, so it is up milling.
Applications of Climbing Milling and Up Milling
Girl’s temper seems as the CNC milling, it can make a smooth surface for each part.
- Climb milling workpieces are under pressure, while up-milling workpieces are under tension.
- Climb milling has a tendency to let the knife, and up-cut milling has a deep gnawing trend. If there is a corner inside, it is best to use down milling.
- When processing some soft materials, such as copper, it is best to use up milling, and the finish will be much better than down milling.
- Because there is a gap between the feed screw threads of the worktable, the cutting force of the milling cutter will cause the workpiece to move forward during down milling. However, compared with up milling, down milling can reduce tool wear, improve surface finish, and ensure dimensional accuracy.
- When the worktable is hydraulically driven, there is no hard skin on the surface of the workpiece blank, and the processing system must have sufficient rigidity. Climb milling should be used as much as possible, especially for the milling of difficult-to-machine materials. Climb milling can not only reduce cutting deformation, but also reduce cutting force and power consumption.

Under the same cutting conditions, the power consumption of down milling is 5% to 15% lower than that of up milling, and down milling is more conducive to chip removal. Generally, the down-milling method should be used as much as possible to improve the surface finish (reduce the roughness) of the machined parts and ensure dimensional accuracy.
On the contrary, when there is a hard layer, slag accumulation on the cutting surface, and the surface of the workpiece is uneven, such as machining forging blanks, up-milling should be used.
Which Method is Better? Climbing or Up Milling?
Friendly to any thick and hard metal, the cutting changes from thick to thin, and the teeth cut into the unmachined surface.
During up milling, when the cutter teeth of the milling cutter contact the workpiece, they cannot cut into the metal layer immediately, but slide a short distance on the surface of the workpiece. It is easy to form a hardened layer, reduce the durability of the tool, affect the surface finish of the workpiece, and bring disadvantages to cutting. In addition, during up milling, since the cutter teeth are cut from the bottom to the top (or from the inside to the outside), and the cutting starts from the surface hard layer, the cutter teeth are subjected to a large impact load, and the milling cutter becomes dull faster, but the cutter teeth cut in. There was no slippage during the process.

Because the cutting thickness is different when cutting into the workpiece, and the contact length between the cutter teeth and the workpiece is different, so the wear degree of the milling cutter is different. Practice has shown that the durability of the climbing milling cutter is 2-3 times higher than that of up milling, and the surface roughness can also be reduced during it.
What is the Time to Choose Up Milling?
For conventional milling machines, due to the poor self-locking of the lead screw, the clearance of the lead screw and nut cannot be eliminated. Climb milling will cause the knife to bite or even hit the knife. Therefore, only up milling should be irreplaceable.
However, CNC milling machines have good self-locking properties, Climb milling can be an option then, and the finish of down milling is good. The processing on the CNC milling machine is generally carried out on the basis of the ordinary milling machine processing, and the phenomenon of hard skin on the machined surface will not be encountered, so the processing on the CNC milling machine generally adopts the down milling method.
Conclusion
Through this article, you might now already have a clear comprehension of milling. While if you still got any confusions, you are welcome to consult with us, we have a professional team to serve you. And if you are looking for a reliable CNC machining supplier, don’t look further, JTR is a good option for you, contact us now.